
不銹鋼法蘭鉆孔生產流程
鑫翎法蘭管件有限公司經理;陳,我是專業生產以下法蘭管件負責人;
不銹鋼法蘭,帶頸平焊法蘭,SO,WN,帶頸對焊法蘭 5010,20592,304,316L,2520,國標,日標,美標,20615,20616,20617,美標帶頸,美標帶頸平焊法蘭,
美標帶頸對焊法蘭,美標平焊法蘭,非標法蘭,彎頭,三通,異徑三通,大小頭,異徑接頭,閥門,不銹鋼管件,不銹鋼彎頭,沖壓彎頭,焊接彎頭,對焊彎頭,不銹鋼大小頭(異徑管),不銹鋼法蘭,平焊法蘭,對焊法蘭,盲板法蘭,大口徑彎頭,小口徑法蘭。
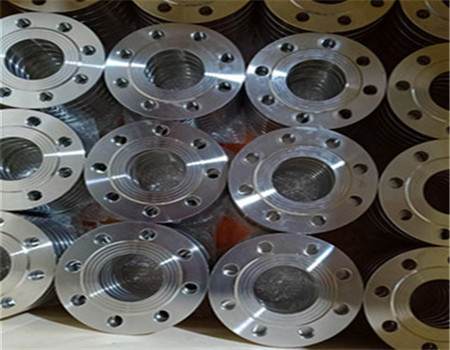
今天閑來無事就來給大家說說關于不銹鋼法蘭的打孔流程工藝我們今天就一DN50 PN10法蘭為例
首先呢就是法蘭從毛坯過來到車床加工到成品這里我就不詳細介紹了
接下來就是車床過來的成品 來到鉆孔這里
一;要經過小型臺鉆進行定位 分度;那么這里說的定位分度里就包含了兩個意思了
1,定位‘定位就是螺絲孔與螺絲孔的距離定位比如DN50 PN10 的法蘭螺絲孔的中心距離是125mm那么我們就要經過小型臺鉆的移動來把這個距離調試出來固定位置這是其一’
2,那么我們定位好螺絲孔的中心距以后呢 就是分孔數了,我們根據國家標準 不管是5010-58 還是20592-2009 這兩個版本查看得知DN50 PN10壓力的法蘭中心螺絲孔距離是125mm 孔數是4個而得知的,那么這么分孔數呢? 哈哈這個就不用擔心了小型臺轉還配備了一個360°旋轉的卡盤 這個卡盤也是一些生產廠家設計好了的 一共有6孔位置 8孔位12孔位置24孔位置上面都有標注, 然而我們需要的是4個孔的怎么辦嘻嘻,
那么大家都知道8/2=4吧 我們就用8個孔的定位來做了 卡盤轉兩下再定一共孔位了簡單吧。
接下來就是大的臺鉆加工 吧這幾個定位好 了的小孔位加工為18mm的打孔了,好了今天就介紹到這來感謝你的觀看,鑫翎法蘭管件歡迎你的光臨。
期待以你的合作
聯系人;陳經理
聯系電話;13587667751
微信同步



DN1")
